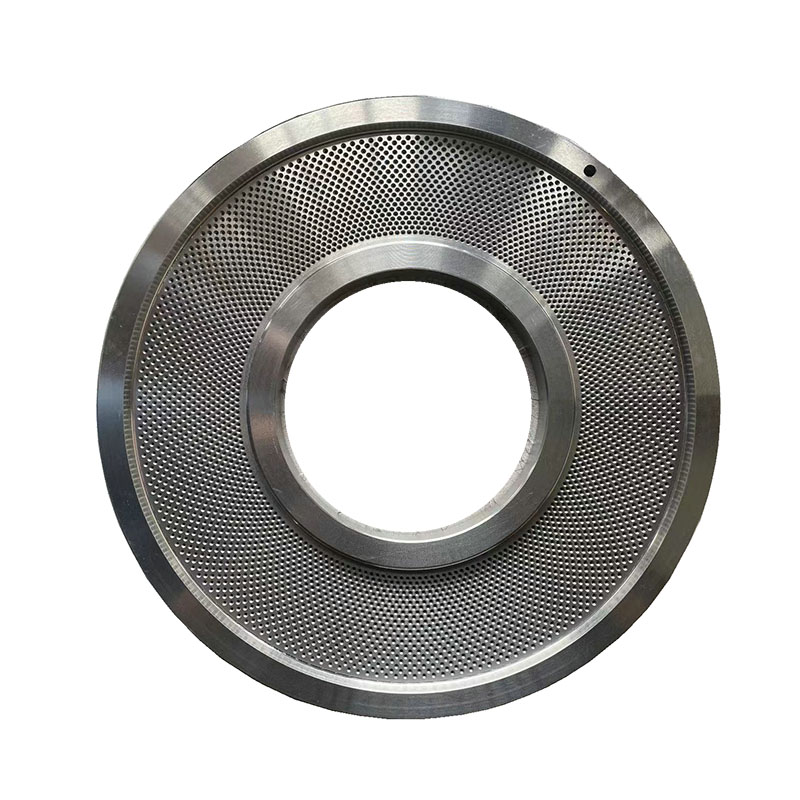
حلقه آسیاب گلوله ای خوراک خرچنگ


پولیش قالب حلقه جدید
به دلیل اتصال مقداری براده آهن و اکسید روی دیواره داخلی سوراخ قالب، قالب حلقهای جدید باید قبل از استفاده صیقل داده شود تا دیواره داخلی سوراخ قالب صاف شود، مقاومت اصطکاک کاهش یابد و بازده دانهبندی بهبود یابد.
روشهای پولیش:
(1) از مته ای با قطر کوچکتر از دهانه قالب برای تمیز کردن خرده ریزهایی که سوراخ قالب را مسدود کرده اند استفاده کنید.
(2) قالب حلقهای را نصب کنید، یک لایه گریس روی سطح تغذیه بمالید و فاصله بین غلتک و قالب را تنظیم کنید.
(3) با 10٪ ماسه ریز، 10٪ پودر کنجاله سویا، 70٪ سبوس برنج مخلوط شده و سپس با 10٪ گریس با ساینده مخلوط شده، دستگاه را به حالت ساینده ببرید و به مدت 20 تا 40 دقیقه پردازش کنید، با افزایش سطح سوراخ قالب، ذرات به تدریج شل میشوند.

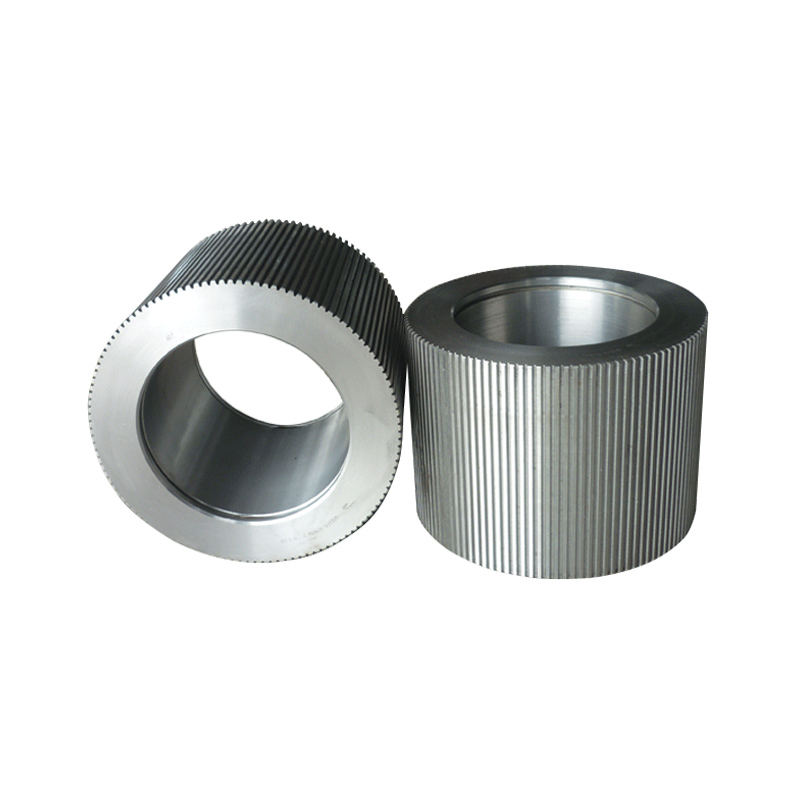
فاصله کاری بین قالب حلقه و غلتک پرس را تنظیم کنید
تنظیم صحیح فاصله کاری بین قالب حلقهای و غلتک فشار، کلید استفاده از قالب حلقهای است. به طور کلی، فاصله بین قالب حلقهای و غلتک پرس باید بین 0.1 تا 0.3 میلیمتر باشد. معمولاً غلتک پرس جدید و قالب حلقهای جدید باید با فاصله کمی بزرگتر و غلتک قدیمی و قالب حلقهای قدیمی باید با فاصله کمتری هماهنگ شوند. قالب حلقهای با دهانه بزرگ باید با فاصله کمی بزرگتر و قالب حلقهای با دهانه کوچک باید با فاصله کمی کوچکتر استفاده شود. مادهای که گرانوله کردن آن آسان است برای فاصله بزرگ مناسب است و مادهای که گرانوله کردن آن دشوار است باید با فاصله کمی کوچک استفاده شود.

سایر هشدارها
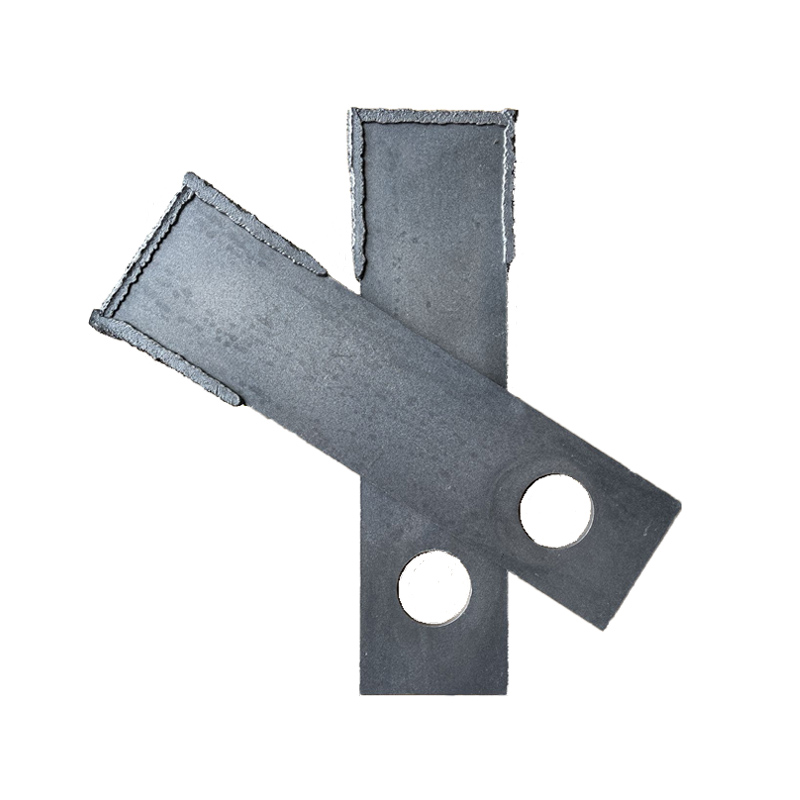
* در حین استفاده از قالب حلقهای، لازم است از مخلوط کردن ماسه، آهن، پیچ و مهره، برادههای آهن و سایر ذرات سخت در مواد خودداری شود تا سایش قالب حلقهای تسریع نشود یا ضربه زیادی به قالب حلقهای وارد نشود. در صورت ورود هرگونه آهن به سوراخ قالب، باید به موقع شسته یا سوراخکاری شود.
* قالب حلقهای نباید پس از نصب کج شود، در غیر این صورت، باعث سایش ناهموار میشود؛ پیچهایی که قالب حلقهای را محکم میکنند باید به گشتاور قفل مورد نیاز برسند تا از برش پیچ و آسیب قالب حلقهای جلوگیری شود.
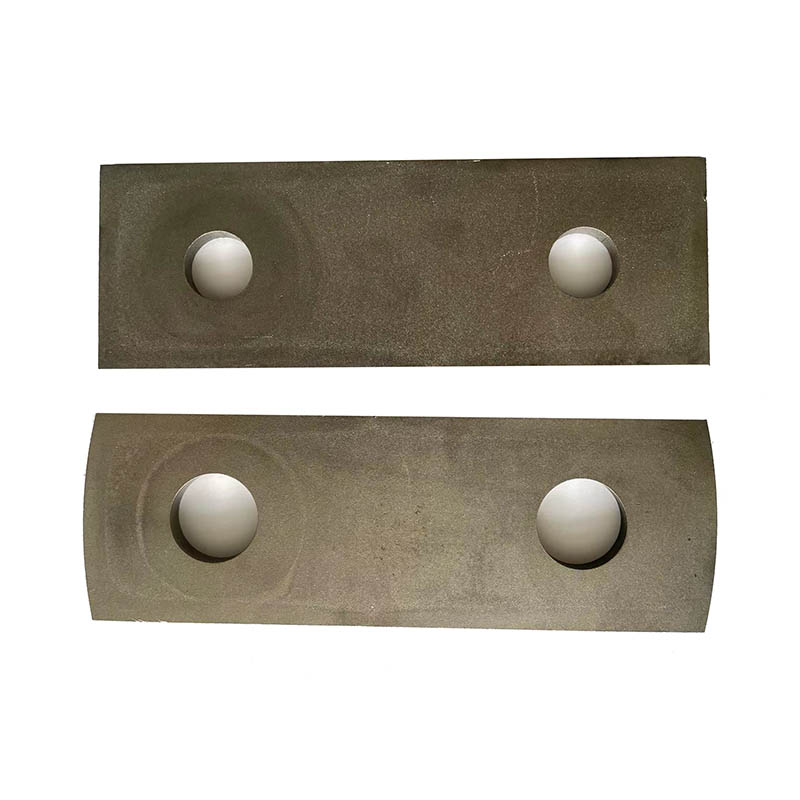
* پس از استفاده از قالب حلقهای برای مدت زمان مشخصی، باید مرتباً بررسی شود که آیا سوراخ قالب توسط مواد مسدود شده است و به موقع تمیز شود.